守谷インテリア木工所 ( 有限会社守谷建具店 ) は木製・無垢木材のドアなどの建具や造作家具を主力製品とする木工業者です。
クレームの多い杉やヒノキなどの無垢材を選り分け、木の性質に即した独自の技術で製造しています。
膨張・収縮による力を逃がすドア・建具の特殊構造
無垢材を使った扉で最も多いクレームが扉の膨張・収縮による開閉の不具合です。
従来、無垢材を使った框組扉はホゾ組みと呼ばれる方法で製造されて来ました。ホゾ組みは一般的に強度が増すとされているからです。ところが板目材を使用し框組扉を製造すると、年輪が少ないため強度がなくホゾが割れる、組み立ての際にねじれが発生するなどの問題が生じます。そのため、弊社では板目材を框として活用するするためにダボによる製造方法を採用しています。
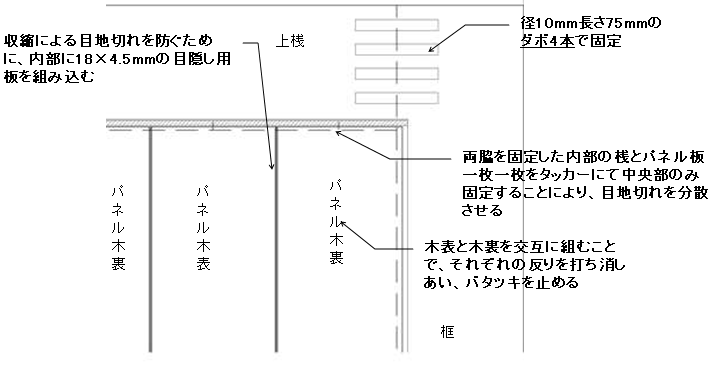
膨張・収縮による開閉の不具合を抑えるために、パネル板を木表、木裏に交互に組み、さらに一枚一枚を独立させて固定することにより、材料それぞれの変形が扉全体の膨張・収縮に影響を及ぼさないよう下記のような構造を採用しています。
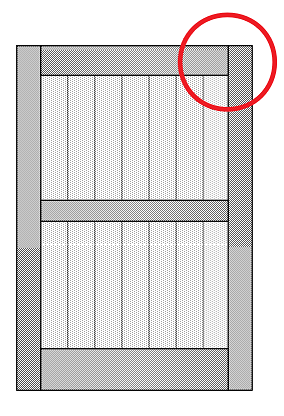
扉内部構造(扉右上部のみ)
杉無垢ドアED-2図面.pdf へのリンク
↑

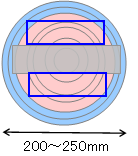
結合部のダボの配列
板目材の反り・ねじれ対策
板目材を反り・ねじれの少ない材料に
弊社の扉は框、桟、パネルに本来扱いの難しいとされる板目材を使用しています。手間と時間をかけた材料管理と、木が一本一本持っている癖を応用する独自の製造方法により、板目材を反り・ねじれの少ない材料に生まれ変わらせます。
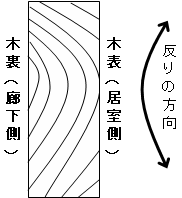
板目とは
年輪の目に沿うように接線方向に切り出した板の表面に現れる木目を板目と呼びます。板目の板には裏表があり、切り出しの際に外辺部側に面していた方が木表、中心部側に面いていた方が木裏となります。板目の材は収縮・変形し易い傾向があり、また木裏に比べ樹齢の若い木表は水分移動が早いため収縮が大きく 縮み易く、割れ易くなります。ウィキペディアより引用
 →
→ 
反り・ねじれを低減させるための材料管理
このように扱いが難しいとされる板目材を反り・ねじれの少ない材料として生まれ変わらせるために、次のような方法を採っています。通常木材は山から切り出した後に製材し、機械による人工乾燥を行い市場で販売されます。
- 製材
- 人工乾燥(含水率15~20% 7~10mm程度の反りが発生する)
- 私設市場にて材料購入
- 1年間、屋外で雨を避けて桟積み乾燥(反りが発生)

- プレーナー(自動手押しカンナ)にかける(反りを削ってまっすぐにする)
- 節の多い材料は、節が目立たないように中央で割り、両面が木表になるように接合する。(下記「反り・ねじれを低減させるための加工方法」参照)
- ひと夏屋内の資材置き場にて乾燥(昼:屋内温度約70℃←→夜:屋内温度約30℃を3ヶ月間繰り返す)

- プレーナー(自動手押しカンナ)にかける(反りを削ってまっすぐにする)
- さらに屋内にて乾燥(1~2ヶ月 0~1mmの反りが発生する)
- 勝手をつける(材料一本一本の性質を見極め適材適所に振り分ける)
- 反りにくい板目材になる(扉を作る材料となる)
反り・ねじれを低減させるための加工方法
木には目のばらつきや節の入り方など、一本一本に癖があります。その癖を見極め、材料によって加工方法や使用する箇所を決定します。そうすることで材料の無駄なく利用することができます。
また、こうした加工によりどれだけ反り・ねじれが低減されたかを確認するため、我社では実際の室内よりも厳しい環境を人工的に再現し、材料や構造の化学的検証を進めています。
環境試験による検証.pdf へのリンク
- 例)節が少なく、目の通った材料では、無垢材のまま、廊下側が木裏になるように製造する。
[ 框材を上から見た図 ] - 例)節の多い材料では、真ん中で割り、反りの程度を確認しながら、張り合わせる。
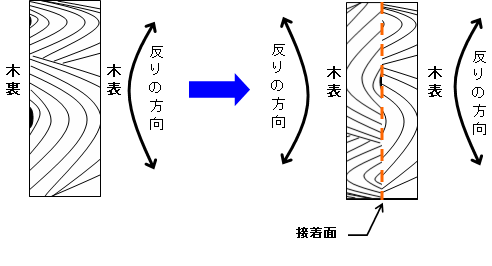
[ 框材を上から見た図 ]